
工厂注塑机台电子看板系统是用于目视化管理精益生产的工具,目视化管理的电子看板在办公及生产现场的应用范围非常广泛,如文件管理、设备管理、事物管理、安全管理、进度管理、环境管理等。管理方法有:区域划分、分色管理、分类管理、定位管理、状态管理、数量管理、异常管理等。中心各部门可根据本部门的具体情况,实施不同内容的液晶电子看板,使企业管理更加方便快捷,提高工人劳动生产力,提高企业企业形象及生产效率。
电子看板系统功能:
1、显示看板的基本功能(目标产量,计划产量,不良率等等,版面信息可以通过公司的看板系统自定义设置也可以设置多个版面按时间自动切换)
2、通知信息,信息文字可以显示在屏幕上端,下端显示,全屏显示等。可以自定义字体及颜色,背景色。
电子看板系统的特点:
1、看板主要采用液晶屏或者液晶电视来显示,所以显示的内容丰富且画面细腻
2、特色二是,此电子看板系统可以实现一台电脑来控制很多个显示屏,单机*多可以控制30个屏,如果采用组网管理可以实现多达上百个显示 屏的管理,而且每个显示屏内容都可以独立控制及显示。
电子看板主要功能
•生产指示,把生产计划编辑成作业指示并传送到各个工位终端;工人到达工位开始上班后,在工位数据采集器刷员工卡即可领取本班次的工 票,开展生产作业。
•品质动态数据实时展现和查询,系统开发了废品、次品、废品率、报警等管理功能,在线实时采集质量信息,可以保证严格的产品质量,也 能及时发现问题所在,并能够妥善解决所存在的质量问题;同时也支持产品质量的离线分析。
•生产进度查询,监控处理,工程报告及工程变更处理功能。依据各个部门的生产情况查询过去任 何日期的产品生产记录。查询功能按白班和 夜班区分,并显示单位小时生产实绩,可以按日/月/年进行查询。
•过程控制功能,监督生产过程,自动地纠正或改进生产过程,或提供信息反馈给操作员。
•远程实时查询和管控功能,可在任何有因特网的地方查询和管控工厂的实时生产现状。


注塑、冲压机系统液晶终端接口介绍

注塑、冲压机系统材质简述

注塑、冲压机系统无线数据采集盒



液晶看板信号转换器和数据采集盒的分配

自动冲压机(6台)---液晶终端
焊接机(17台)+ 打线机(2台)---液晶终端
弯管机(3台)----液晶终端
共28个数据采集盒,液晶看板信号转换器3个。
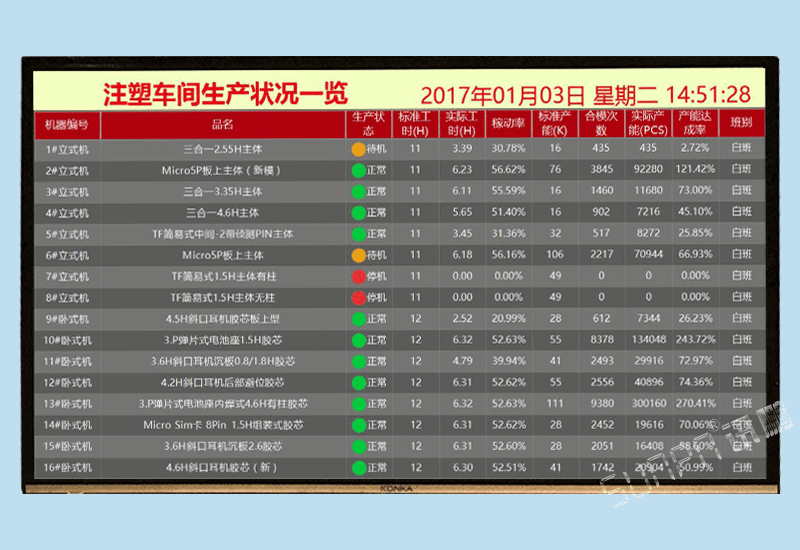
注塑、冲压系统现场显示界面

(焊接机显示夹具号,冲压机显示模号,H为焊接机、A为冲压机)
系统的中也有除了状态盒上的状态外,其它的统称为“停机”,也要在电子看板上显示
注塑、冲压机台系统后台数据监控界面

(焊接机显示夹具号,冲压机显示模号,H为焊接机、A为冲压机)
注塑、冲压机台系统功能说明
1、每天导入生产计划信息后,可对每个机台同时下发多组生产计划。通过软件可对每个机台的计划排程设定生产顺序编号;在每个生产顺序编 号中添加生产模号和货号信息以适应有同时生产多个产品的情况。如果多个产品种类划分在一组计划中时,则开关信号计数同时记录在本组 多个产品种类的实际生产量数据中。软件显示内容可以根据各机台排产组数自动调整显示界面,可切换页面显示。
2、软件可记录各机台每种状态的起始时间点和结束时间以及时长。记录相关的状况处理人员和生产人员,通过刷卡的形式采集人员信息。
注:* 软件可通过后台操作端提前录入各张ID卡对应的使用者姓名及职称(在当前状态下,不相关人员刷卡时无效)。以及各按钮盒地址对应的 机台名称。
* 记录状态进行时间和操作人员办法:例如在校模前按下相应按钮后则系统能有效识别当前机台的的状态以及开始时间点,在此校模期间操 作人员通过ID卡刷卡上传信息。系统自动记录某时间点某操作人在某号机台进行了某项工作。刷卡读取成功时需要有提示声音。
3、在软件中设置生产车间的工作时间段,可设置12个工作时间段,并可对每个时间段设置打开或者关闭以及设置各工作时间段范围。工作时间 段外不计算状态时间。
4、实际产量通过采集开关信号计数,软件可针对每类产品设置开关信号几次为一个有效计数,例如设置3次,则数据盒采集到3次开关信号才记 录一个实际数量。只要机器生产产品,只要有生产数量,不管状态盒当前是什么状态,服务器数据库端都有原始生产数量记录。而液晶电子 看板上显示的实际生产数量只包括生产状态和打首尾料状态下的生产数量,其它状态下即使有开关信号有生产数量也不包含。
5、不良数据通过人工在后台软件手动输入。
6、液晶电子看板状态栏显示内容根据各工位不同的报警类型显示不同颜色的指示灯和状态信息。显示的状态有:换模,首检,打首尾料,清理 废料,修模,设备故障,品质异常,生产。以上八项状态来源于数据采集盒。
注:* 还有一种特殊的停机状态为:通过开关信号采集接口没有检测到信号输入时判断的停机,此时显示为“停机”。通过每个产品设定的一个 时间长度判断,达到规定的时间长度没有接收到信号时则判断为停机。
* 状态显示的要求是:背景不同的颜色,字体统一用白色,只是黄色背景用黑色字体。
7、如上图所示数据采集盒有相应按键并分别代表不同的状态。所有按钮均为不带锁按钮,带灯按钮。注:所有状态中只能存在一种当前状态。 例如:按下换模按键进入换模状态,直接按下另外一种状态按键即可结束换模状态,开始新的状态计时。
8、冲压机和电焊机均会进入准备流程如:换模—首检。自动切换计入实际产量数据到下一组判断方式:1、当前机台生产计划第一组实际产量=0 时,系统检测到有换模和首检动作后,下次计数记入到第一组数据。2当前机台生产计划第一组实际产量>0 时,系统检测到有换模和首检动 作后,下次计数自动记入到第二组数据。
注:*没有按首检按钮,生产按钮按下后无效,即生产按钮按下去之后背光不会亮起来。同时无首检动作时生产状态无法进入,电子看板上也显示 不了实际产量数据。
9、数据采集盒上每个按钮对应的报警的名称需要可以修改。仅涉及状态名称即可。
10、接受到开关信号超过30分钟,但状态盒上的状态显示的不是生产状态,软件系统会有提示,提醒管理者可能状态按错。
11、可以设置用户权限管控,根据不同岗位设定不同的软件操作权限。
12、液晶显示界面由定制软件生成,显示数据根据各设备数据采集盒实时更新数据。
注:*细节描述按照用户提供的需求表为主。
13、可以通过软件介面实时监控看板的数据;
14、可以将看板数据定时存入数据库;
15、可以对历史数据进行查询、报表、打印、及导出Excel表格等操作。客户已提供导入和导出表格格式。
(订购前请仔细核实功能描述时候符合要求,本合同将作为工程开发所用。后续修改需要修改程序调试费用)
注塑、机台系统后台数据栏信息数据来源和计算方式见表格中所示

附:1、机器状态有:换模,首检,打首位料,清理废料,修模,设备故障,品质异常,生产
2、校模、首检有标准时间;
3、校模、首检、生产需要记录操作人员。

注塑、冲压机台系统显示端界面-监控系统


注塑、冲压机台系统车间管理-工位设定

注塑、冲压机台系统后台操作界面-数据现场

注塑、冲压机台系统人员信息-人员管理

注塑、冲压机台系统生产计划-生产管理

注塑、冲压机台工作时间段-班次管理

注塑、冲压机台系统车间管理-产线设定

注塑、冲压机台系统状态名称-其他设定

注塑、冲压机台系统首检明细-记录查询

MES工位机系统构架

MES工位机系统应用说明

工业平板尺寸和接口对接

工业物联网关产品介绍

工业物联网关系统框架

注塑、冲压机台系统案例参考





注塑、冲压机台系统现场案例




| 地址 : 东莞市凤岗镇雁田村天安数码城S7栋6楼 | |
| 电话:0755-89313800 | |
| 传真:0755-28212820 | |
| sunpn806#sunpn.com(发邮件时请将#改为@) |